ろう付技術とは?
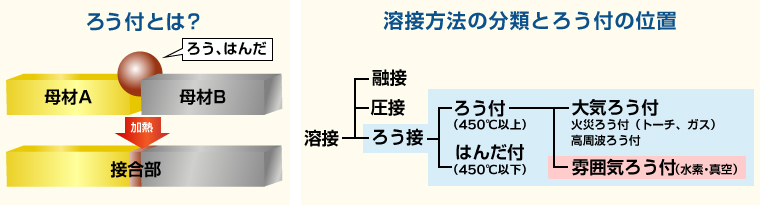
金属などを接合する「溶接技術」には様々な接合方法があります。ガス溶接やレーザー溶接などの「融接」、拡散接合などの「圧接」、そして「ろう接」があります。
「ろう接」には「ろう付」と「はんだ付」があります。溶加材の融点が450℃以下が「はんだ付」、それ以上が「ろう付」と定義されています。
「ろう付(はんだ付)技術」は特長のある接合技術で幅広い分野で使用されています。
ろう付技術の強み
- 母材をほとんど溶かさないため、薄板や精密部品の接合ができます。
- ろうの浸透により、複雑形状部品や多点接合部品の同時接合ができます。
- ろうおよびろう付方法の選択により、異種金属や非金属の接合ができます。
- 継手形状によって母材同等の継手強度を得ることができます。
雰囲気ろう付とは?
 無酸化雰囲気ろう付
無酸化雰囲気ろう付「ろう付」技術には様々な方法があります。トーチ、ガスを使用して加熱するろう付に対して、雰囲気ろう付は水素雰囲気や真空中で行います。
当社のろう付方法は無酸化雰囲気=「炉中ろう付」に特化して長年培ってきた実績があります。
フラックスを使わないので後処理が不要で環境にやさしい工法です。
当社のろう付方法は無酸化雰囲気=「炉中ろう付」に特化して長年培ってきた実績があります。
フラックスを使わないので後処理が不要で環境にやさしい工法です。
雰囲気ろう付の強み
- ステンレス鋼の無酸化ろう付ができます。
- フラックスが不要です。
- 浸炭、脱炭、窒化の心配がありません。
- 全体加熱のため熱ひずみが少ない接合ができます。
- 一度に複数箇所のろう付ができます。
- 材質や条件によってろう付と同時に熱処理ができます。
- 温度管理が容易で品質が安定します。
- 自動化多量生産ができます。
- チタンやセラミックスの接合ができます。
図解・雰囲気ろう付
- 仮組したワーク(部材)にろう材をセットします。
- ベルトコンベアにのせワークを炉へ投入します。
- 加熱ゾーンを通過中にろうが融解します。
- 冷却ゾーンを通過するとろうが固まり接合します。
- ワークは常温まで冷却され炉から出ます。
こんな分野でろう付技術がつかわれています
- 気密性が求められるバルブ、コネクター、パイプ部品
- 耐圧性、気密性が求められる圧力容器
- 耐熱性が求められる燃料電池部品
- 精密加工が求められる医療部品
- 耐熱性、耐食性が求められる自動車部品・・・など

